Наша активно развивающаяся компания — это коллектив энергичных, высококвалифицированных и влюбленных в свое дело специалистов. Мы любим делать красивые вещи, и являемся истинными ценителями искусства. Здание фабрики, где размещено производство продукции под брендом EXEMET было спроектировано английским архитектором Томасом Годсоном и было построено в 1882 году. Оно прекрасно. Каждый день, приходя на работу, мы получаем прилив творческой энергии.

Философия компании.
Критерии качества, инноваций, индивидуальных решений, а также укрепление партнерских связей, постоянное улучшение обслуживания, передовое мышление, стремление быть на шаг впереди конкурентов, осознание важности охраны окружающей среды формируют нашу философию.
Качество.
Качество — это критерий, который рассматривается нашими клиентами, как основной, и является определяющим фактором конкурентоспособности нашей продукции. В связи с этим действия рабочего персонала, оптимизация и оценка производства на предприятии, в первую очередь направлены на повышение качества. Наша компания всегда с вниманием относится к требованиям и пожеланиям наших партнеров.
Партнерство.
Мы вступаем в тесные деловые связи со своими партнерами: архитекторами, строителями, девелоперами, контролирующими организациями, проектировщиками, оптовиками. Как производитель, наш коллектив доверяет профессионализму своих партнеров. Мы создаем рынки для свих партнеров и предоставляем возможность получать хорошую прибыль как коммерсантам, так и всем другим партнерам.
Новаторство.
Учитывая темпы современного прогресса, используя современные технологии, разработки наших экспертов, мы стараемся быть на шаг впереди наших конкурентов. Это успешно доказали продукты новаторства.
Индивидуальные решения.
Отличительная особенность - это комплексные решения для инженерных систем. Используя исходные данные при тесном контакте с нашими партнерами, мы выдаем индивидуальное комплексное решение, начиная с анализа задания, проектирования, производства и заканчивая эксплуатацией.
Мы с радостью встретим Вас и предоставим полную информацию по всему спектру продукции и услуг, предоставляемых нашей компанией.
История появления чугунного радиатора.
Радиатор из чугуна впервые был отлит в г. Санкт-Петербург в 1855 году. Создал его русский учёный польского происхождения Франц Карлович Сан-Галли. Это был первый прообраз современной чугунной батареи.

В течение короткого времени это изделие распространилось по России, затем в Европе, потом попало в Америку. Чугунолитейное производство начало расширяться, батарея видоизменяться, улучшаться, но материал изготовления оставался тем же длительное время.
Преимущества чугунных изделий.
Чугун – стойкий к коррозии материал. Это выражено следующим свойством: после установки поверхность батареи покрывается сухой ржавчиной, и коррозия не может проникнуть дальше в изделие. Большую роль играет толщина стенки радиаторов, она увеличивает срок службы: из-за значительной толщины нужно много времени, чтобы чугун проржавел. Чугун слабо реагирует на плохое качество теплоносителя: ни песок, ни ржавчина, ни щелочная среда (РН больше 9,5) не могут навредить радиатору изнутри. Чугун довольно сложно поцарапать или иным способом его повредить, поэтому абразивный износ невелик. Благодаря этим свойствам чугунные радиаторы служат в наших домах не менее 50-ти лет. Долговечность и надёжность – именно эти свойства рекомендуют применение чугунных батарей.
Проектирование чугунной секции.
В нашем инженерно-конструкторском отделе осуществляется разработка и проектирование чугунного радиатора. При совместной работе с дизайнером создается прототипирование с последующим созданием трехмерной модели будущего радиатора.
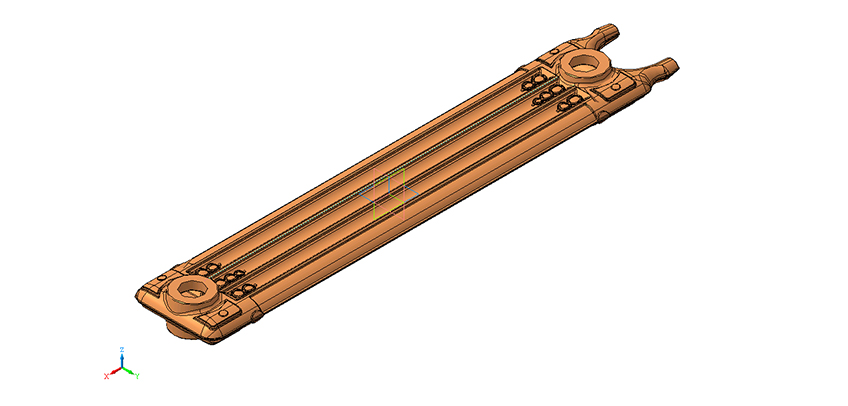
На основе трехмерной модели создается модельный комплект для литьевой формы.
Литье чугунных секций.
Изготовление секций радиаторов производится из серого чугуна методом литья в песчано-глинистые формы. Формы создают при помощи модельного комплекта и опоки. При помощи литейной модели в литейной форме создаётся будущая полость отливки. С помощью литейных стержней выполняются внутренние и более сложные внешние части отливок. Модели укрепляются на модельных плитах, где устанавливаются опоки, заполненные формовочной смесью. В качестве формовочной смеси используется песок, глина или бентонитовые материалы и вода.

Стержневая смесь готовится из кварцевого песка и формальдегидных связывающих. Для подготовки смеси используется специальное оборудование. От качества приготовления формовочной и стержневой смеси зависит качество литья. Смесь засыпается в опоки и уплотняется прессованием и встряхиванием. Затем формы в опоках подвергают тепловой сушке в литейных сушилах, а стержни сушат в нагретом стержневом ящике. Заформованную нижнюю опоку снимают с модельного стола, затем переворачивают на 180 градусов и в полость формы вводят стержень, затем спаривают верхние и нижние опоки и заливают жидким чугуном.
Стержневая смесь готовится из кварцевого песка и формальдегидных связывающих. Для подготовки смеси используется специальное оборудование. От качества приготовления формовочной и стержневой смеси зависит качество литья. Смесь засыпается в опоки и уплотняется прессованием и встряхиванием. Затем формы в опоках подвергают тепловой сушке в литейных сушилах, а стержни сушат в нагретом стержневом ящике. Заформованную нижнюю опоку снимают с модельного стола, затем переворачивают на 180 градусов и в полость формы вводят стержень, затем спаривают верхние и нижние опоки и заливают жидким чугуном.

Заливаемый в форму жидкий металл модифицируется – вводят специальные вещества, так называемые модификаторы, которые улучшают механические свойства серого чугуна. Затвердевшую и охлаждённую отливку вместе с литниковой системой выбивают из опоки, освобождают литниковую систему и очищают от остатков смеси и окалины с помощью дробемётной очистки. Секции зачищаются, нарезается соединительная резьба и фрезеруется посадочное место для уплотнительного кольца. После этого каждая секция проходит гидравлические испытания.
Окраска и складирование.
После испытаний секция моется, сушится и складируется.

При размещении заказа секция покрывается порошковой краской требуемого цвета, которая полимеризуется в печи при температуре 180 градусов.

По желанию заказчика на секцию модет быть нанесена патина, секция может быть опескоструена и покрыта лаком, отполирована и покрыта лаком.

Сборка секций в радиаторы и гидравлические испытания прибора в сборе.
Затем производится сборка секций в чугунный радиатор при помощи ниппелей. Секции собираются в радиаторы на специальном стенде с нормированным моментом затяжки. Комплектуются собранные радиаторы двумя проходными пробками-переходниками с резьбовыми отверстиями G3/4 или G1/2 для подключения трубопроводов или вентилей, и двумя глухими пробками. Герметичность изделия обеспечивается резиновыми теплостойкими прокладками с кольцом из нержавеющей стали.
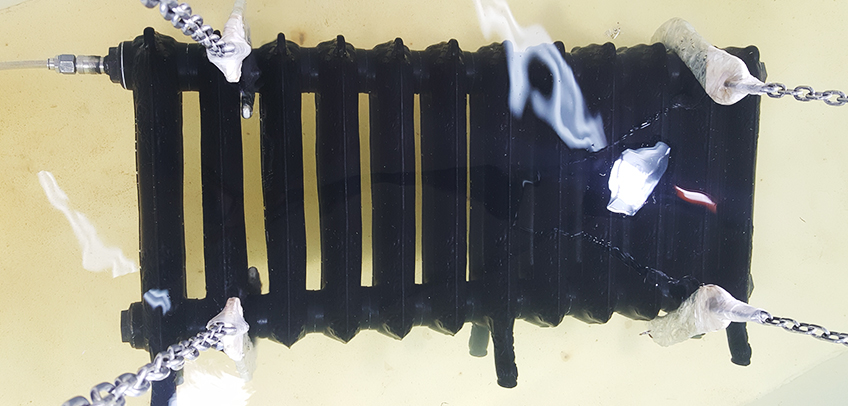
После сборки проводятся гидравлические испытания прибора в собранном состоянии. На гидравлическом испытательном стенде в чугунный радиатор в течение одной минуты подается водух под давлением 15 атм с погружением в ванну с водой.

На этом производство чугунных радиаторов заканчивается, готовое изделие упаковывается, складируется и отправляется к потребителю.